
全国咨询热线
全国咨询热线

引言
随着我国经济的发展,制浆造纸业已经成为我国工业经济增长的重要支柱,早期的造纸机生产产量较低,对电控没有太高要求,随着造纸规模的扩大,对造纸机的产量及速度要求越来越高,从而对纸机配套电控系统的要求也越来越高。
本方案采用森兰SB70G系列变频器和西门子S7-200 PLC组成一套文化纸机传动控制系统。通过可编程逻辑控制器(PLC)和变频器之间的通信,控制传动点的启动、停止、增速、减速、紧纸等操作,由软件自动实现负荷分配、速度链等功能,充分满足造纸工艺及电控的需要。
1、纸机对电气传动控制系统的要求
1.1 该机结构简图如图4所示。纸机为1760/250m/min长网多缸文化纸机,生产40~65g/m2高级文化用纸,稳态精度≤0.01%。
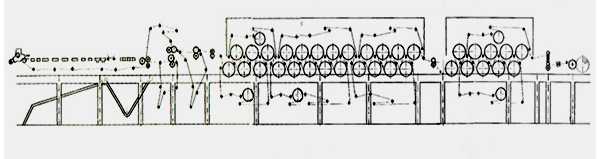
图4 结构简图
1.2 为了能生产出质量标准较高的产品,纸机对电气传动系统提出如下的要求:
(1) 纸机工作速度要有较大的调节范围,调节范围为1:8;
(2) 车速要有较高的稳定裕度,总车速提升、下降要平稳。要求纸机稳速精度为±0.05~0.01%;
(3) 速差控制,速比可调、稳定。速差在一定范围内变化不引起纸页质量的突变,误差应控制在0.1%以内。纸机各分部的速度必须是可以调节的,为±10~15%。
(4) 各分部传动点具有速度微升、微降功能,同时在这些分部中,应具有单动、联动功能,并可以同时起动、停止。
(5) 纸机为恒转矩负载性质,要选择具有恒转矩控制性能的变频器,并具有较高的分辨率,良好的通讯能力。
2、控制系统组成
系统原理图如图5所示。该纸机传动系统采用由S7-226小型PLC作为系统的控制中心;由森兰SB70G系列变频器为驱动单元,频率分辨率为0.01Hz以上;变频专用电机作为执行单元;欧姆龙PLC提供速度反馈信号,使纸机传动在速度闭环运行,稳速精度达可达0.01%。由PLC通过西门子MODUBUS协议、RS485网络与变频器实现速度链功能、速差控制、负荷分配功能、总车速升、降、各分部点的速度升、降及紧纸、松纸等功能,较理想地满足纸机正常工作的需求。
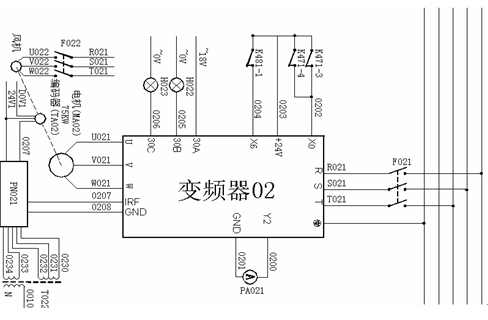
图5 系统原理图
3、速度链设计及速差控制
速度链结构采用二叉树数据结构算法,完成数据传递功能。首先对各传动点位置进行数学抽象,确定速度链中各传动点编号,此编号应与变频器内部地址一致。然后根据二叉树数据结构,然后根据二叉树数据结构,确定各结点的上下、左或右编号。即任一传动点由3个数据确定其在速度链中的位置,填入位置寄存器数值该传动点速度给变频器后,访问位置寄存器,确定子寄存器结点号,若不为0,则对该经点进行相应处理,直到该链完全处理完;再查兄弟寄存器结点号,处理另一支链。
4、负荷分配设计
该纸机传动结构上有柔性联结的传动点,烘缸部和压榨部。它们之间不仅要求速度同步还需要负载率均衡,否则会造成一个传动点由于过载而过流,而另一传动点则由于被带动而过压,影响正常抄纸,甚至可能撕坏毛布,损坏变频器、机械设备。因此这两个传动部分的传动点之间需要负荷分配自动控制。
5、结语
森兰SB70G系列变频器具有很高的可靠性和和完善的功能实现,通过丰富的参数组态与PLC通过MODUBUS协议通讯协调工作,可满足中、高速造纸机对传动系统要求大速比变化、高稳态精度等控制性能的需要。
微信二维码