
全国咨询热线
全国咨询热线

氮气光亮退火炉——是将不锈钢薄板经过氮气光亮退火炉,进行高温处理,使不锈钢薄板变软,再进行后序的一系列加工处理,再形成成品。此道工序,对产品的质量影响致关重要,所以对此有较高的要求。一般由几个部分组成:放卷电机、前压棍电机、S棍电机、收卷电机等。其放卷电机、前压棍电机、S棍电机均为5.5 kW,收卷电机为30 kW。系统的操作过程——将一卷不锈钢薄板,由放卷电机,经前压辊牵引进入退火炉,通过高温加热处理后,再经S辊电机牵引,由收卷电机进行收卷。工作过程中,各部分的恒线速度恒定,对产品的后序加工有着重要的影响。如下图1所示:
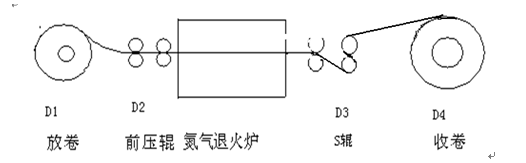
图1不锈钢薄板收卷原理图
在改造之前,原采用传统的变频器同步方法进行控制。但是,变频同步控制只能保证S辊电机和收卷电机转速的同步。在收卷电机部分,由于随着收卷圈数的增加,外径是逐渐变大的,其线速度要求不变化,所以,实际上是使两者之间的张力恒定。为了保持线速度恒定,操作人员就要时时测量S辊电机与收卷电机的线速度,根据测得的线速度差,人为地改变S辊变频器和收卷变频器的频率,对两者的线速度进行校正,以此来达到线速度的一致。由于手工操作难度较大,不能达到收卷不锈钢薄板恒定张力控制或恒线速度控制,也就保持不了张力的恒定,经常会出现张力过大钢板绷紧变形,或者张力过小钢板松弛变形,从而影响产品的质量。不仅如此,原收卷系统还存在如下弊端:1、由于各动力点的受力不均匀,无法在同一线速度下运行;2、S辊电机在低速时易打滑;3、收卷电机经常出现过载和失速现象;4、在上料、下料时不易控制。
根据现有的状况,收卷电机是随着卷径的增加,只要S辊电机和收卷电机随时保证线速度恒定,即张力的恒定,也就达到了收卷系统的工艺要求。为此,在原有的系统中,采用变频调速加以改造。由于放卷电机在前级,张力控制的要求不高,所以只对S辊电机和收卷电机进行改造,系统S辊电机采用SB70G5.5 kW。S辊电机和收卷电机之间具有不锈钢薄板柔性连接,若收卷电机的线速度高于S辊电机的线速度,S辊电机会处于发电状态,所以变频器外需配置制动电阻。收卷电机采用SB70G30KW,变频器采用无PG矢量控制,利用SB70丰富的逻辑算术单元,通过内部运算单元的连接,在速度控制的基础上增加转矩限幅。转矩限幅值,是由内部的算术单元间接给定的,是以2.5电机额定转矩为100%的量。
以S辊SB70G5.5 kW模拟输出的频率作为线速度的给定以供给收卷电机,通过调节变频器相应输入信号的增益、偏置作为线速度信号,来进行转矩的运算、限幅,从而实现S辊电机、收卷机线速度的恒定。变频器原理接线图如图2所示:

图2 张力控制变频器原理接线图
对S辊变频器设置较简单。频率给定,设为电位器给定,外控启动。当出现紧急停机时,设置了与收卷电机联动的急停按钮。收卷电机,在刚启动时,需要点动功能,因此,增设了点动功能。在点动时,转矩限幅,是由变频器内部,通过模拟开关进行切换,使点动时转矩限幅为100%。
本方案已对该厂的四台氮气光亮退火炉的收卷进行改造,并成功应用。改造后由于具有恒张力收卷,所以加工精度高,产品质量大幅度提高。其安全可靠、性能稳定、提高了生产效率。系统未加张力传感器、速度编码器实现了S辊与收卷电机线速度、恒张力的控制得到了用户的良好好评,并对SB70变频器优越强大的功能表示高度认可和满意。
微信二维码