
全国咨询热线
全国咨询热线

一、注塑机节能分析
塑料在注塑机料筒内进行多段加热器加热融蚀后,经螺杆搅拌增压后注射入模具腔内,保压冷却成形,完成一个工件的加工过程。对于塑料加工,注塑机完整的工艺流程为,合模—锁模—注射—保压—冷却—脱模—开模,完成一个工艺过程。
根据注塑机的工艺过程,画出系统油压P与时间t的关系图如图1:
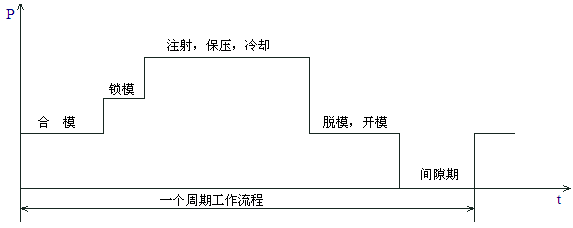
图1 系统油压与时间的关系
由图1可见,合模和脱模、开模系统所需油压较低,且时间较短;而注射、保压、冷却系统所需油压较高,且时间较长,一般为一个工作周期的40%~60%,时间的长短与加工工件有关;间歇期更短,这也与加工工件的情况有关,有时可以不要间歇期。上图只是一种简单的近似表示,实际上,如果注射的螺杆用油马达驱动,注射时的系统油压会高一些。注塑机加工工件的重量,从数十克到数万克不等,因此,注塑机就有中、小型和大型之分。加工数十克的小工件和加工数千克的大工件一个周期的时间也是不相同的;就是对同一台注塑机,加工工件的原料不同,各段工艺流程中所需的压力和时间也是变化的。但油泵仍在50Hz运行,其供油量是恒定不变的,多余的液压油经溢流阀流回油箱,做无用功,白白地浪费了电能。对油泵进行变频调速,将定量泵改变为类似变量泵的特性。系统所需压力较高时,油泵电机50Hz运行,所需压力较小时,变频器降频运行。电机输出的轴功率与油泵的出口压力和流量的乘积成正比,油泵电机转速降低后,输出轴功率降低,就可以达到有效节能,一般节电率在20%~50%。
二、注塑机变频节能调速改造方案
注塑机有立式和卧式之分。数十克的立式注塑机,油泵采用一个齿轮泵,电机的容量也较小,电器控制电路也较简单。改造时,将变频器接入电机的供电回路,再将流量比例阀的信号(0~1A),经变换为4~20mA或0~10V信号送到变频器的相应端口上,这样,随着加工过程的变化,液压油的流量也在变化。
60克以上的都是卧式注塑机,60克~500克的注塑机,有的是一个油泵,也有的是两个油泵。一个油泵注塑机的改造和立式注塑机的改造是相同的,仍然是从流量比例阀取出0~1A的信号作为变频器的速度调节信号,虽然速度调节信号是由液压回路元件反馈到变频器,但调节回路中没有给定信号,因此控制还是属于开环控制方式。
也是因为节能的原因,大中型注塑机的油泵可能不止一个,如三菱850-MM、1300-MM、1800-MM、2000-MM注塑机均有三个油泵。对应注塑工艺流程,在合模阶段,所需的系统压力较低,这时只有1#油泵工作,到锁模阶段所需的系统压力较高时,2#油泵再投入工作,在注射阶段所需的压力最高,三台油泵同时投入工作,脱模开模所需的压力较低,再分别停止3#、2#油泵工作。只要开机,1#油泵就一直运行。用三台小油泵按不同的工艺阶段间断工作,比用一台大泵一直在运行要节能。
具有二个以上油泵的注塑机如何改造?这里以三菱1800-MM注塑机的改造为例加以说明。三菱1800-MM注塑机有三个45kW油泵电机,用一台森兰SB70G45变频器驱动1#油泵电机,变频器的调节信号取自注塑机流量比例阀,这样,此变频器的频率就随注塑机液压油的流量的改变而变化。另外两个油泵电机,可以分别用两台森兰SB70G45变频器驱动,不过这二台变频器对电机不进行调速,只作两位式的控制,即起动和停止。控制变频器的起动和停止信号,取自于原来该油泵电机的起动和停止信号。变频器的上限频率设定在50Hz以下,具体设定值与加工的工件尺寸、材料、料筒的温度等因素有关。如果变频器运行频率低于50Hz,就可以节能。实际上,注塑机设计时都留有余量,加工工件尺寸、材料的变化所需的油压也要随之变化。本例两台变频器的运行频率为37Hz,注塑机的节能率达23%。
微信二维码